TECHNOLOGY
Netek's infrared radiation heaters produce thermal energy through infrared (IR) radiation, which is a form of energy transfer using electromagnetic waves (infrared rays).
Electromagnetic waves move, at the speed of light, in straight lines and are not absorbed by the air they pass through; therefore, energy is only released, when absorbed by a body which got an emissivity value corresponding to the wavelenght of the emitted rays.
This operating principle allows you to achieve significant savings in energy consumption and quickly obtain high quality treatments.
How exactly does it work?
Any object, with a temperature above absolute zero, emits infrared energy. The object that radiates energy is called the emission source, while the object to which the energy is radiated, therefore colder, is defined as the receiver.
Stefan-Boltzmann's law on infrared radiation specifies that as the temperature of the emission source increases, the emission of radiation is proportional to the 4th power of its absolute temperature, ie. as the temperature increases, a much higher percentage of the total energy is converted into radiation energy.
The result is a high power density, which results in an incredible ability to convert energy into heat saving cost and time.
The temperature in an emission source determines the wavelength of the emitted rays, and therefore the wavelength is affected as the temperature changes: if the temperature increases, the wavelength becomes shorter.
The radiation emitted by INFRAGAS systems can have different wavelengths, depending on the temperature of the radiant surface. The temperature variation is obtained by modulating the amount of gas supplied to the catalytic radiation unit. Therefore, the catalytic infrared radiation units are suitable for different purposes, characterized by medium / long electromagnetic waves.
Infrared radiation is divided into three different wavelength categories, measured in microns (μm):
- Shortwave: from 0.8µm to 2µm
- Medium wave: from 2µm to 4µm
- Long wave: from 4µm to 10µm

Emission of gases by the drying process
In connection with catalytic IR processes, it is possible to obtain very low values concerning emission of NOx, CO2 and unburnt hydrocarbons. The low NOx values are primarily due to the low oxidation temperature. In this connection, the physical design of the catalytic radiation units, the design of the fresh air supply and the entire geometry of the plant are very important for achieving high oxidation efficiency (complete conversion of the gas supplied).
Development and documentation project
Netek's development and documentation project on "Mapping and documentation of catalytic IR drying energy, environmental and production technical properties" completed in May 2003.
The project received financial support from the Danish Energy Agency, and was implemented with the Carl Bro Group as project manager (Knud Erik Kvist).
Netek's Gas Catalytic IR Drying is particularly interesting for manufacturing companies and equipment suppliers working on drying and curing regardless of material and industry.
DRYING AND CURING PROCESSES
- Ultraviolet (UV)
- Infrared Radiation (IR)
- Short-wave IR radiation: 0.76-2 m (≤ 2.3 µm)
- Medium-wave IR radiation: 2-4 m (2.3 - 3.3 µm)
- Long-wave IR radiation: 4-10 m (3.3 - 10 µm)
BENEFITS OF USING GAS POWERED IR SYSTEMS:
- Rapid drying period - 70-80% reduction compared to traditional systems
- Energy costs reduced up to 80%
- Reducing CO2 emissions up to 70%
- Reduction of space requirements from 40 - 70%
- Very flexible and quick installation
- CE market
- ATEX approved
- For especially drying and curing processes with organic solvents and water, as well as heating of plastic materials,etc., catalytic IR drying is very useful - and above all, very energy-saving compared to traditional hot air-based convection ovens.
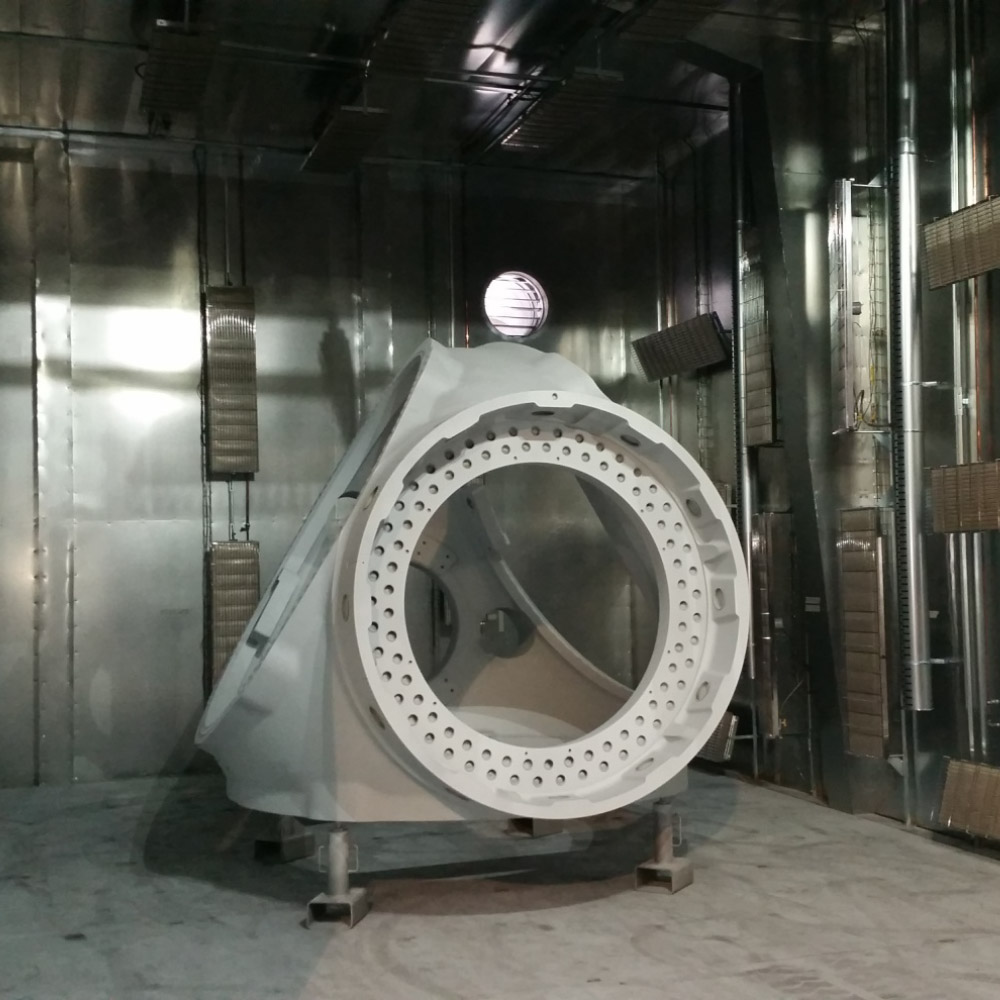
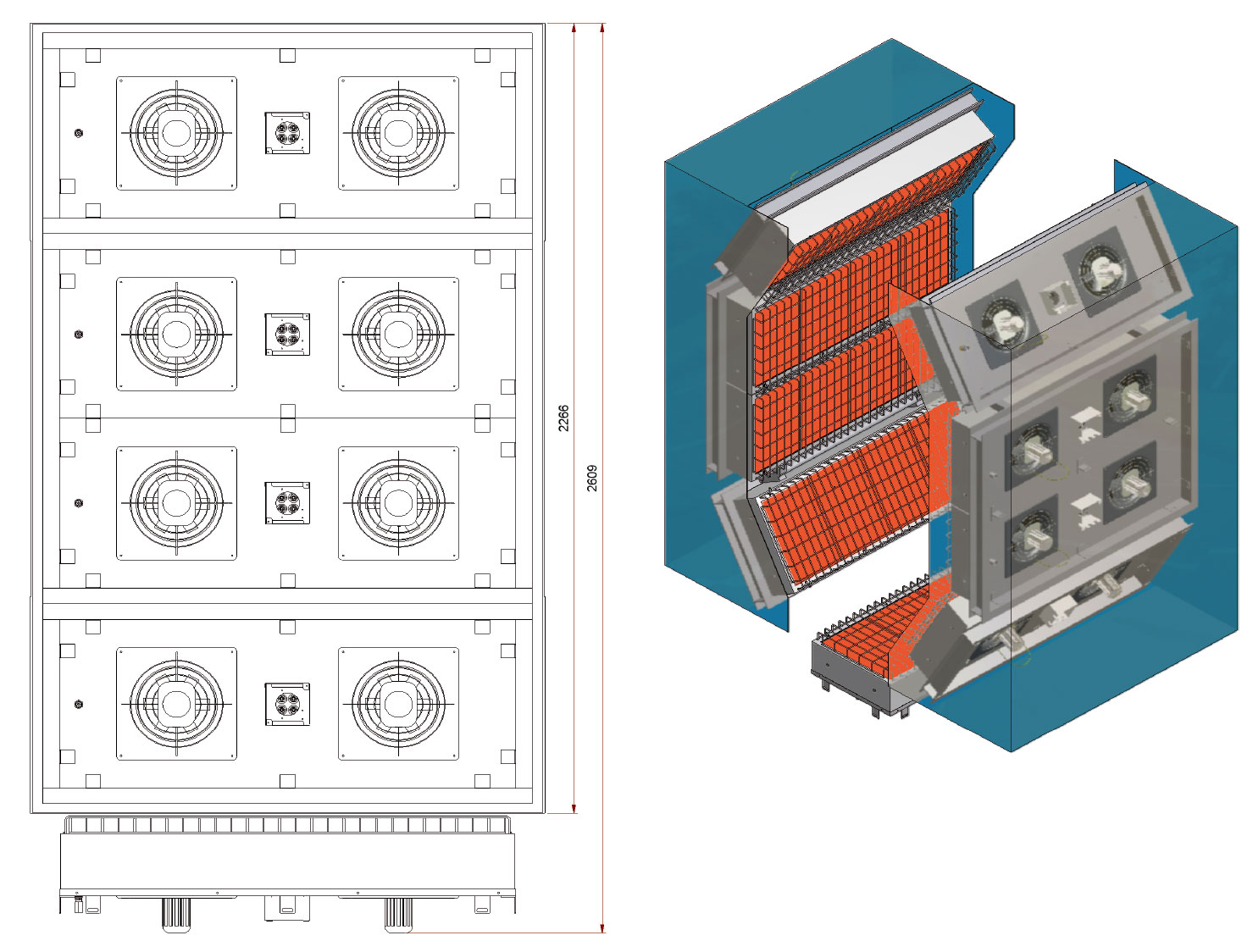
NETEK INFRACAT
INFRACAT® - infrared catalytic radiation panels, whose registered trademark represents a combination of infrared energy and catalytic technology, and is characterized by a surface temperature that can be modulated between 180 ° C to 550 ° C.
INFRACAT panels are available in the following versions:
Standard with thermocouple type K for process monitoring, for modular construction in ovens.
Integrated safety shut-off valve for radiant panels used as room heaters or for independent industrial heat treatment processes.
Depending on the size, the radiation panels vary from a max. power of 1.5 kW up to 17 kW, corresponding to a specific power (power / area unit - kW / m2) of 20 kW /


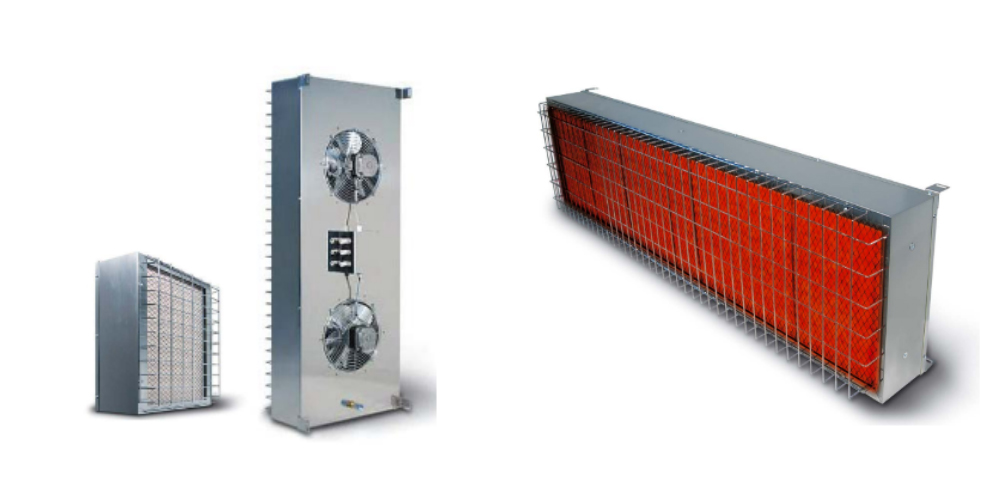
NETEK BOOSTERCAT
NETEK supplies ventilated catalytic infrared radiation panels called BOOSTERCAT®, whose registered trademark represents a catalytic technology enhanced by the effect of an integrated ventilation system operating through air ducts located at the rear of the radiation unit.
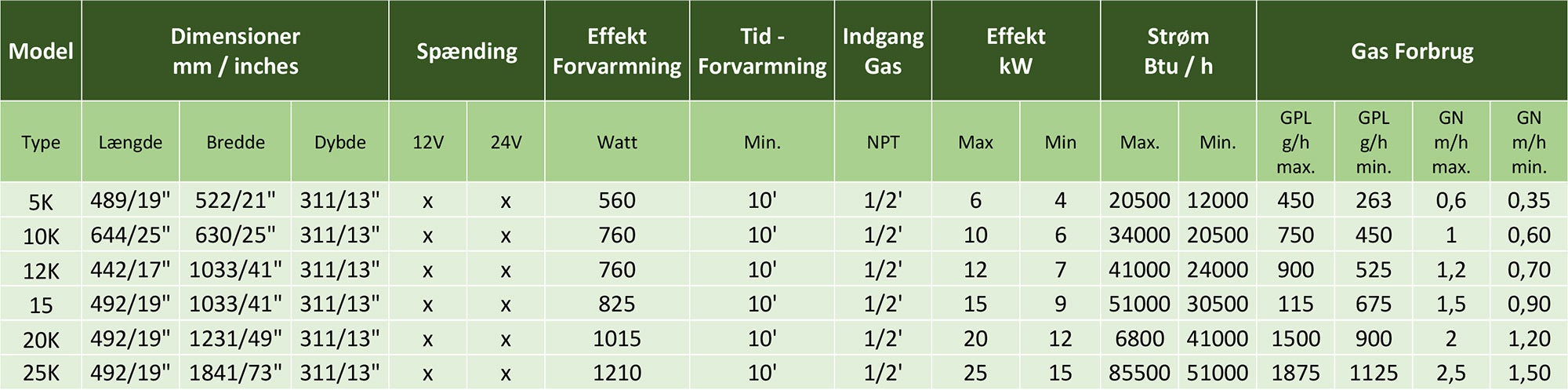
BOOSTERCAT is characterized by a radiant surface temperature that can be modulated between 180 ° C to 650 ° C, and depending on its size, it corresponds to a max. power from 6 kW and up to 25 kW. BoosterCat is designed to develop a specific power of 30 kW / m 2.
Technological Catalyst combined with a ventilation system
BOOSTERCAT INFRARED RADIANTS CERTIFICATION IS THE FOLLOWING:
ATEX CERTIFICATION - CE marking in accordance with Directive 2014/34 / EU for use in potentially explosive areas, Group II, Category 2 / G - explosion proof.
EC CERTIFICATION - for the Eurasian Economic Union.
NETEK VOC – (Volatile Organic Compounds)
Under the new VOC directive, stricter requirements are set for the emission of volatile organic compounds - gases, waste reduction and VOC reduction.
One of the most important sources of VOC emissions in the industry is evaporation from solvent based paint- and drying plants.
The VOC reduction unit designed by Netek can reduce the VOC content of the exhaust air from the process lines (IR Dry / Cure Line), using a catalytic process. The VOC reduction system is installed between IR furnace (s) and chimney, via a central extraction system.
The hot exhaust air from the furnace lines is passed through a heat exchanger (an integral part of the VOC unit) and receives heat from the process air which is flowed to the chimney. For optimum performance, in the catalyst part, the VOC-contaminated air must have reached a certain min. temperature.
To secure this min. Temperature, an electric preheat unit is installed between the heat exchanger and the catalyst elements.
The exhaust air temperature, when entering the chimney / roof over roof will typically be slightly above the exhaust air temperature at the entrance to the VOC unit. Measurements have shown typical reduction values of over 99% VOC reduction.
Benefits of VOC:
An effective shortcut for complying with the VOC requirements in the new Executive Order of 2020
Possibility of significantly reducing investments in traditional environmental measures such as incineration plants, ventilation plants, filters, chimneys etc.
Possibility of a marked improvement in the working environment conditions of varnish and drying systems

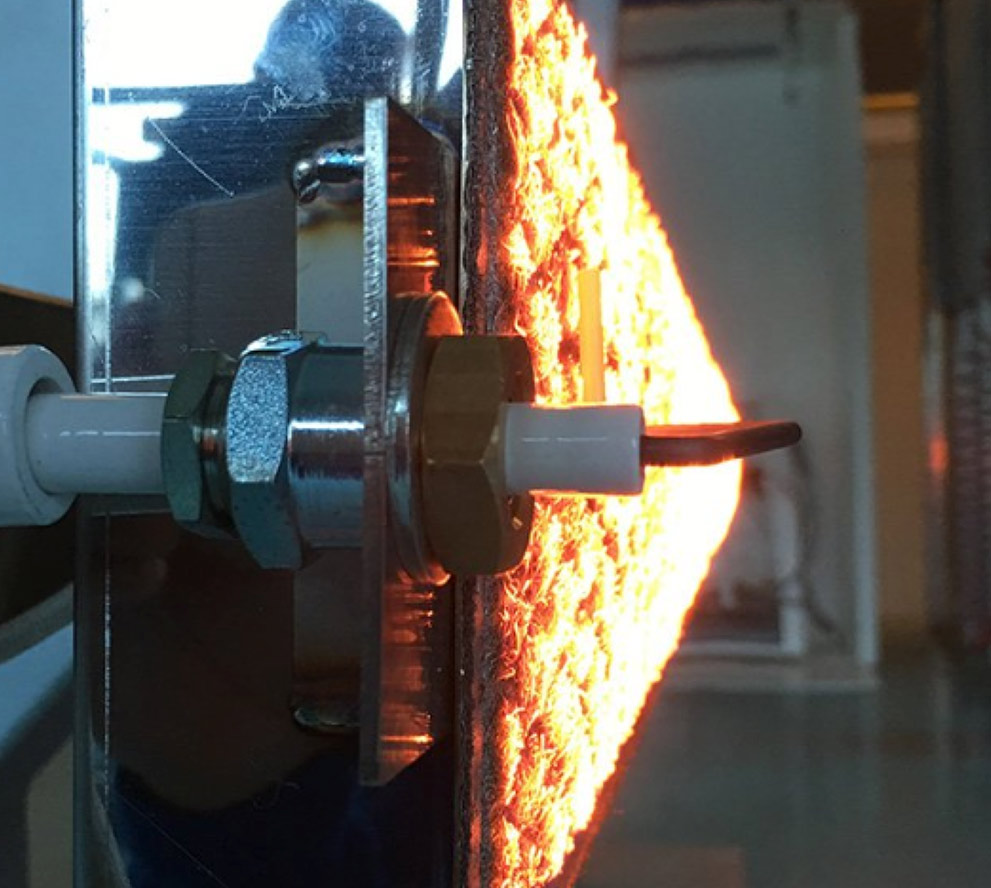
NETEK – Metal Fiber Burner (MFB)
Metal fiber burner (MFB) is used for heating and heat treatment of painted products. The metal fiber burner works according to the "pre-mix" principle. Gas and air are mixed on the suction side of the combustion air blower and pressed into the burner head. The flat radiating surface of the burner head is covered with a knitted steel mat made of a FeCrAl alloy. The gas and air mixture is pushed through the radiation surface through a diffuser for optimal distribution. The gas and air mixture ignites with an electric spark ignition and after ignition the electrode is used for an ionization monitoring of the combustion. The optimum infrared performance of the MFB burner occurs at a specific power from 100 - 400 kW / m2 (above 500 kW / m2 the burner turns blue flame with minimal infrared radiation). The burner is distinguished by having a very low NOx emission level and a very low air excess number. The temperature of the radiation surface can reach approx. 950° C and the emitted infrared wavelength range from medium to short. The MFB burner is extremely responsive - from cold to full load of approx. 5 seconds, and from full load to stop of approx. two seconds.
Advantages of MFB - Metal Fiber Burner:
Efficiency and productivity
Reduction in production costs
Saving space
Improving the final product quality
Technical characteristics
Infrared emits in medium wave ~ 3 µm
Homogeneous combustion
Infrared mode: modulation in the range of 100 to 400 kW / m²
Blue flame mode: modulation in the range of 500 to 10,000 kW / m²
Thermal resistance up to 1050 ° C
Mechanical shock resistant
Instant ON / OFF
Low thermal inertia
Low noise generation
Low CO and Nox rate
High durability
Gas type: Natural gas, LPG-propane, butane ...
